VITESSE DE COUPE, VITESSE DE ROTATION, AVANCE - COMMENT TROUVER LES BONNES VALEURS DE COUPE
DÉTERMINER LES PARAMÈTRES DE FRAISAGE : CALCULATEUR DE DONNÉES DE COUPE, FORMULES, ETC.
Acrylique, bois, carbone ou plastiques – chaque matériau doit être usiné avec une fraise appropriée pour que le résultat soit aussi bon que l’idée initiale. De plus, la vitesse de coupe, la vitesse de rotation et l’avance doivent être ajustées en conséquence. Vous acquerrez rapidement vos propres expériences, mais il existe également des formules spécifiques pour calculer la vitesse de coupe et les autres paramètres. C’est beaucoup plus facile avec le calculateur de données de coupe STEPCRAFT gratuit. Vous pouvez le trouver en téléchargement gratuit sur l’App Store et le Play Store. Il vous suffit de sélectionner la machine, le matériau et la fraise, et le calculateur de données de coupe STEPCRAFT vous fournira instantanément les valeurs de coupe appropriées.
vc = vitesse de coupe en m/min
d = diamètre de la fraise en mm
z = nombre de dents de la fraise
fz = avance par dent en mm/dent
vf = vitesse d’avance en mm/min
La vitesse de rotation de la fraise est calculée avec la formule suivante :
n [tr/min] = (vc [m/min] * 1000) / (3,14 * ø d1 [mm])
Exemple de calcul :
vc = 500 m/min (choisi dans le tableau)
d = ø 8 mm
19904 tr/min = (500 * 1000) / (3,14 * 8)
Si la vitesse maximale du moteur de fraisage est inférieure à la valeur calculée, la vitesse maximale du moteur de fraisage doit être utilisée dans la formule pour calculer l’avance.
Fraises et leurs utilisations
|
Outil d'utilisation
|
Caractéristiques
|
Possibilités d'utilisation
|
|---|---|---|
|
Fraise à 2 dents à queue de poisson
(rainure à gauche)
|
pour matériaux fins
bords de coupe très propres
|
Plastique
Bois
|
|
Fraise à 2 dents à queue de poisson
(rainure à droite)
|
Fraise universelle
bonne capacité de plongée
|
Bois
Métaux non ferreux
Plastique
|
|
Fraise à denture diamant
|
longue durée de vie
|
GFK
CFK
PCB
|
|
Fraise à spirale dentée (rainure à gauche)
|
pour matériaux fins
bords de coupe très propres
|
Bois tendre
Contreplaqué
|
|
Fraise à spirale dentée (rainure à droite)
|
cassant les copeaux
|
Bois tendre
Contreplaqué
|
|
Fraise à rayon
|
Fraise de finition
Gravure 3D
|
Bois
Métaux non ferreux
Plastique
|
|
Fraise à une dent à rainure en spirale
|
faible friction
large rainure d'évacuation des copeaux
|
plastiques à bas point de fusion
|
|
Pointe de gravure
|
Une dent
|
universel
PCB
Gravures
|
Valeurs de référence pour la vitesse de rotation et l'avance
|
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
|
|
ø Vitesse de coupe m/min.*
|
|||||||||
|
Diamètre de la fraise
|
||||||||||
|
ø 1 mm
|
ø 2 mm
|
ø 3 mm
|
ø 4 mm
|
ø 5 mm
|
ø 6 mm
|
ø 8 mm
|
ø 10 mm
|
ø 12 mm
|
||
|
Avance par dent en mm/dent/tour
|
||||||||||
|
Aluminium moulé
> 6 % Si
|
200
|
0,010
|
0,010
|
0,010
|
0,015
|
0,015
|
0,025
|
0,030
|
0,038
|
0,050
|
|
Aluminium
Alliage de forge
|
500
|
0,010
|
0,020
|
0,025
|
0,050
|
0,050
|
0,050
|
0,064
|
0,080
|
0,100
|
|
Plastique souple
|
600
|
0,025
|
0,030
|
0,035
|
0,045
|
0,065
|
0,090
|
0,100
|
0,200
|
0,300
|
|
Plastique rigide
|
550
|
0,015
|
0,020
|
0,025
|
0,050
|
0,060
|
0,080
|
0,089
|
0,100
|
0,150
|
|
Bois dur
|
450
|
0,020
|
0,025
|
0,030
|
0,055
|
0,065
|
0,085
|
0,095
|
0,095
|
0,155
|
|
Bois tendre
|
500
|
0,025
|
0,030
|
0,035
|
0,060
|
0,070
|
0,090
|
0,100
|
0,110
|
0,160
|
|
MDF
|
450
|
0,050
|
0,070
|
0,100
|
0,150
|
0,200
|
0,300
|
0,400
|
0,500
|
0,600
|
|
Laiton, cuivre,
Bronze
|
365
|
0,015
|
0,020
|
0,025
|
0,025
|
0,030
|
0,050
|
0,056
|
0,065
|
0,080
|
|
Acier
|
75
|
0,010
|
0,010
|
0,012
|
0,025
|
0,030
|
0,038
|
0,045
|
0,050
|
0,080
|
*Les vitesses de coupe indiquées sont des valeurs moyennes. Elles peuvent être ajustées en fonction du type d’opération de fraisage et du type de fraise utilisé.
Ébauche : réduction jusqu’à 25 % – Finition : augmentation jusqu’à 25 % – Fraises HSS : réduction jusqu’à 50 % (pour les matériaux durs) – Fraises VHM : augmentation jusqu’à 25 %
Conseils pratiques
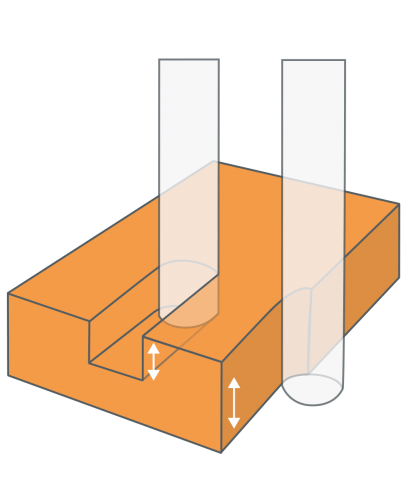
Profondeur de plongée
Pour le fraisage d’une rainure, nous recommandons les profondeurs de plongée suivantes :
|
Matériau
|
Série D
|
Série M
|
Série Q
|
|---|---|---|---|
|
Métaux non ferreux
|
jusqu'à 0,05 fois le diamètre
|
jusqu'à 0,2 fois le diamètre
|
jusqu'à 0,3 fois le diamètre
|
|
Bois, plastiques
|
jusqu'à 0,5 fois le diamètre
|
jusqu'à 0,75 fois le diamètre
|
jusqu'à 1,0 fois le diamètre
|
|
Mousse rigide
|
jusqu'à 3,5 fois le diamètre
|
jusqu'à 3,5 fois le diamètre
|
jusqu'à 5,0 fois le diamètre
|
Pour le fraisage de contours, nous recommandons une avance latérale d’environ 25 % du diamètre de la fraise avec une profondeur de plongée de 100 %.
Outre la structure et la stabilité de la machine, la profondeur de plongée dépend également de la broche de fraisage utilisée, c’est-à-dire que, lors de l’utilisation d’une broche de fraisage moins puissante et/ou plus légère, les valeurs mentionnées ci-dessus devront peut-être être réduites.

Choix de la longueur de la fraise
Pour le fraisage de contours, nous recommandons une avance latérale d’environ 25 % du diamètre de la fraise avec une profondeur de plongée de 100 %.
Refroidissement / Lubrification
Le refroidissement des métaux non ferreux se fait idéalement avec une lubrification minimale combinée à un lubrifiant. De plus, la lubrification améliore la qualité de la surface et la durée de vie de l’outil. Pour le plexiglas (acrylique), une lubrification avec de l’eau savonneuse est recommandée, ce qui permet d’obtenir une très bonne finition de surface.
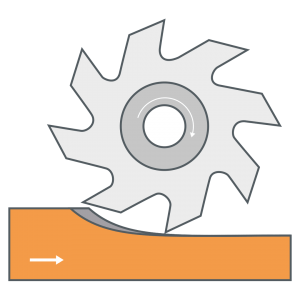
FRAISAGE EN AVALANT
Lors du fraisage en avalant, la fraise est « tirée » dans la pièce, ce qui peut entraîner, lors d’une prise de copeau importante, un mouvement non contrôlé du portique ou de l’axe Z (jeu inverse de la vis). Cela peut entraîner un mauvais état de surface et même provoquer la rupture de la fraise si le copeau devient trop gros à ce moment.
Lorsque des vis à billes sans jeu sont installées, le fraisage en avalant est préféré au fraisage en opposition.

FRAISAGE EN OPPOSITION
Lors du fraisage en opposition, la fraise est repoussée de la pièce, ce qui, en cas de faible prise de copeau, peut rapidement entraîner un rejet de la coupe hors de la pièce. Cela génère des marques de vibration qui ne favorisent ni la qualité de la surface ni la durée de vie de la fraise.
Le fraisage en opposition est privilégié sur les machines présentant un jeu dans les vis à filet.
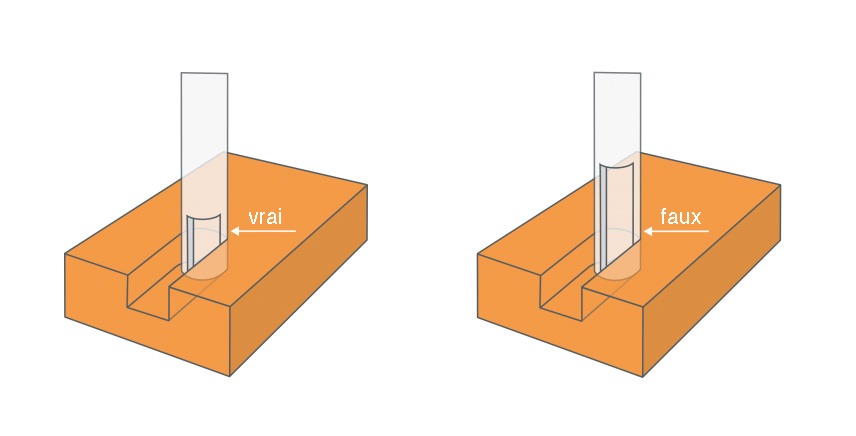
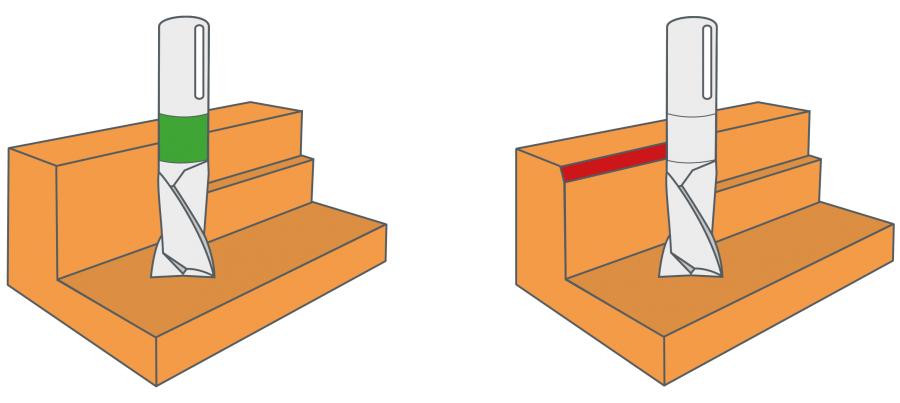
Fraises affûtées en retrait
La profondeur d’usinage maximale est généralement limitée à la longueur de la spirale de la fraise, sinon la tige frotte contre la pièce.
Grâce à une tige affûtée en retrait, il est également possible d’usiner des profondeurs sur plusieurs passes jusqu’à la longueur utile maximale, qui peut dépasser la longueur de la spirale.
Lubrification en quantité minimale (MMS) 20 - 50 ml/h
besoin croissant de lubrifiant
Dépendance de la quantité de MMS au procédé d’usinage :
Fraisage
Perçage
Rectification
Lappage
Tournage
Alésage
Honnage
aptitude croissante des matériaux
Aptitude de la lubrification en quantité minimale aux matériaux usinés :
Alliages de cuivre
Alliages d’aluminium moulé
Acier ferritique
Alliages de magnésium
Alliages d’aluminium forgé
Perlitique
Matériaux de fonderie à base de fer
Aciers inoxydables